深圳市17C.COM一起草入口科(kē)技有限公司
15年專(zhuān)注外貿出口產品環保包裝袋定製生產
大客戶熱線: 13510920256

深圳市17C.COM一起草入口科(kē)技有限公司
大客戶熱線: 13510920256
作者:admin 閱讀量:次 發表(biǎo)時間:2023-09-07 14:14
目前,工(gōng)業上製備超高(gāo)分子量聚乙烯(PE-UHMW)纖維的方法為凝膠(jiāo)紡絲法[1-2]。凝膠紡絲法雖然可以製備出高強度和(hé)高模量的PE-UHMW纖維(其強度可以達到3.0 GPa),但是(shì)其缺點是在生產過程中大量使用溶劑且生產成本很高,環境安全(quán)性差[3-4]。熔體紡絲是一種(zhǒng)工藝簡單、無(wú)溶劑、環境友好的紡絲方法[4-6]。與凝膠紡絲法相比,熔體紡絲法製備PE-UHMW纖維最(zuì)根本的區別在於其初(chū)生纖維(wéi)的製備過程(chéng)。凝膠紡絲法首(shǒu)先將PE-UHMW粉(fěn)料溶解到適合的溶(róng)劑中(一般(bān)為十(shí)氫萘或礦物(wù)油)配成一定濃度(dù)的紡絲原(yuán)液,使其(qí)具有(yǒu)流動性和可紡性,同時降低或解除了大分(fèn)子鏈之間的纏結密度[7-8],經噴絲孔噴出後(hòu),獲得凝膠初生纖維。超高分子量聚乙烯樹(shù)脂由於是柔性鏈且分子量大,大分子鏈之間相互纏結,所以流動(dòng)性和加工性能(néng)極差,不能像低(dī)分子量的聚烯烴一樣進行熔體紡絲。但(dàn)近年來,隨著(zhe)研究者對PE-UHMW樹脂流動性改性的研究的不斷深入和製備低纏結PE-UHMW技術(shù)的發展,製備出了多種可用於熔(róng)體紡絲的PE-UHMW樹脂[9-13],這就(jiù)為進行PE-UHMW的熔(róng)體紡絲研究(jiū)提(tí)供了原料基礎。熔體紡絲法和凝膠紡(fǎng)絲(sī)法製備出的初生纖維強度(dù)都較低,都要(yào)經過拉伸才能成為成(chéng)品纖維。對柔性聚合物纖維(wéi)而(ér)言(yán),超高倍拉伸是獲得高強度高模量纖維的必備途徑[14-16]。纖(xiān)維的有效拉伸倍率越高其力學性能也越高。超倍拉伸的目的是最大限度(dù)地將初(chū)生纖維中(zhōng)的低結晶度(dù)、低取向的折疊鏈(liàn)片晶轉變為高(gāo)度結晶、高度取向的伸直鏈結(jié)晶,從而獲得高強度的PE-UHMW纖維 。因此 ,選擇(zé)合適的(de)拉伸工藝條件,獲得最大的有效拉伸倍率是製(zhì)備高強度纖(xiān)維的前提條件。筆者采(cǎi)用熔體紡絲法,以高流動性、低纏結密度的PE-UHMW為原料製備出具有可拉伸性的初生絲 ,以獲得最大拉伸倍率和最大拉伸強度的PE-UHMW纖維為目標(biāo),對熔體紡(fǎng)絲製備出的PE-UHMW初生絲(sī)纖維進行(háng)一級超(chāo)倍拉伸做初步(bù)的研究,對影響纖維超倍拉伸的因素,如拉伸(shēn)溫度、拉伸介質、拉伸速度等進行分析
1、實(shí)驗部分
1. 1 主要原(yuán)材料改性高流動性PE-UHMW樹脂(zhī) :B1600,黏均分子量為150萬,熔體(tǐ)流動速率(lǜ)為5 g/10 min (溫度190 °C,負荷2.16 kg)
1.2 儀器及設備轉矩流變儀:RM-200A 型,哈爾濱哈普電氣技術有限責任(rèn)公司;萬能電(diàn)子材料試驗機:GT-AI7000S型(xíng),中國台灣高鐵檢測儀器有限公司;場發射掃描電子顯微鏡(FESEM) :FEI Nano SEM450型,美國賽默飛(fēi)世(shì)爾公(gōng)司;拉伸實驗設備主要有送絲機、溶劑(水或矽(guī)油(yóu))浴槽 、牽引機(jī)和收絲機組成。其中浴槽由箱(xiāng)體、加(jiā)熱設備和溫控設(shè)備組成。初生絲在溶劑浴槽內完成高倍熱拉伸,浴槽內部加(jiā)熱介質溫度可調且保持(chí)溫度上、下波動不(bú)超過0.1 °C,由牽引機和(hé)收絲機控製拉伸速度。
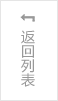
1.3 初生絲製備將PE-UHMW樹脂顆粒在60 °C的恒溫幹燥箱中幹燥(zào)6 h,在(zài)轉矩流變儀(yí)上(shàng)熔融擠(jǐ)出,其中(zhōng)單絲機頭的直徑為1 mm,冷卻(què)方式為空氣冷卻,調節適當的擠出速度和牽(qiān)引機的牽引速度進行預牽伸,獲取理想直徑且表麵光滑的初生(shēng)絲。初生絲製備流程圖如圖1所示。
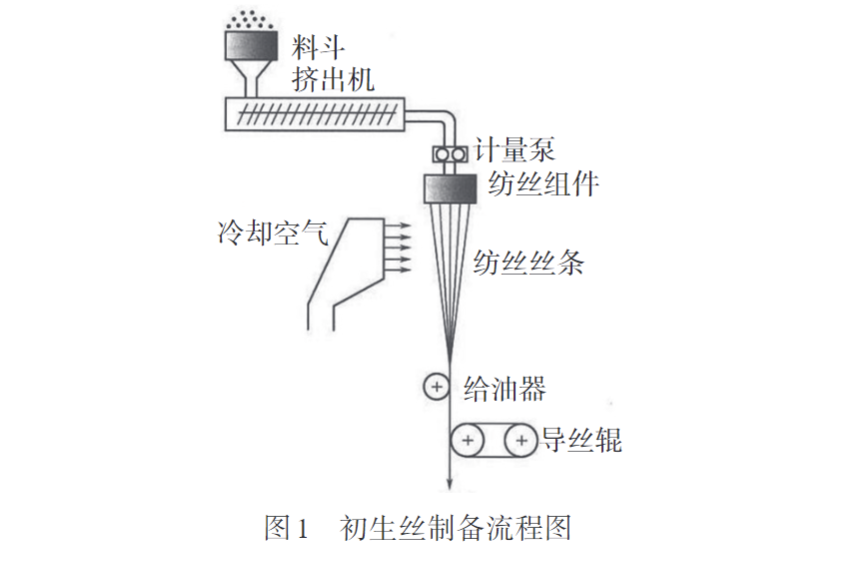
為了(le)獲得表麵(miàn)光滑,結構均勻的(de)初生絲(sī),在工藝上做了以下考慮:轉矩(jǔ)流變儀有三個加(jiā)熱區,加熱溫度越高,PE-UHMW樹(shù)脂的流動性越好(hǎo),擠出速度越(yuè)快,但是考慮到過高(gāo)的加熱溫度會導致PE-UHMW的降解,影響初生絲(sī)最終的可拉伸性,因而根據實驗(yàn)結果,三個加熱區的溫度分別設定為(wéi):1區160 °C,2區230 °C,3區270 °C,單絲機頭加熱溫度為260 °C;螺杆轉(zhuǎn)速為2 r/min,過快易產生熔體破裂現象 。實驗表(biǎo)明,由於擠出(chū)膨大效(xiào)應(yīng),噴絲孔的直徑為1 mm,不經預拉(lā)伸的初生絲的直(zhí)徑大約為1.2mm。初生絲直徑越(yuè)大,在後續的高倍拉伸過程中(zhōng),由於受熱不均勻,會影響最終的拉伸性能;預拉伸倍率過高,會造成斷絲現象,不利(lì)於連續生產。根據(jù)現場試驗數據,選擇6倍的預拉(lā)伸倍率較為(wéi)合適,獲得直徑約為450 μm的表麵光滑的初生絲,如圖2所示
1.4 測(cè)試與(yǔ)表征力學性能測試(shì):使用電子(zǐ)萬能試驗機,依(yī)據GB/T 14337-2022,測定纖維的斷裂強度。測試夾距200 mm,拉伸(shēn)速度為50 mm/min。每組樣品測試5次,取平均值。FESEM觀察 :纖維采(cǎi)用鍍鉑金處理,加速(sù)電壓5 kV,觀察纖維(wéi)表麵形貌。
2 、結果與討(tǎo)論
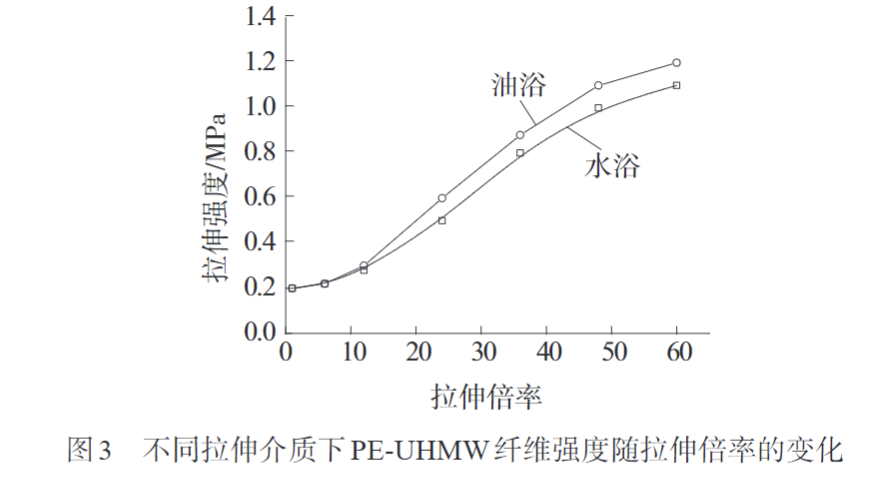
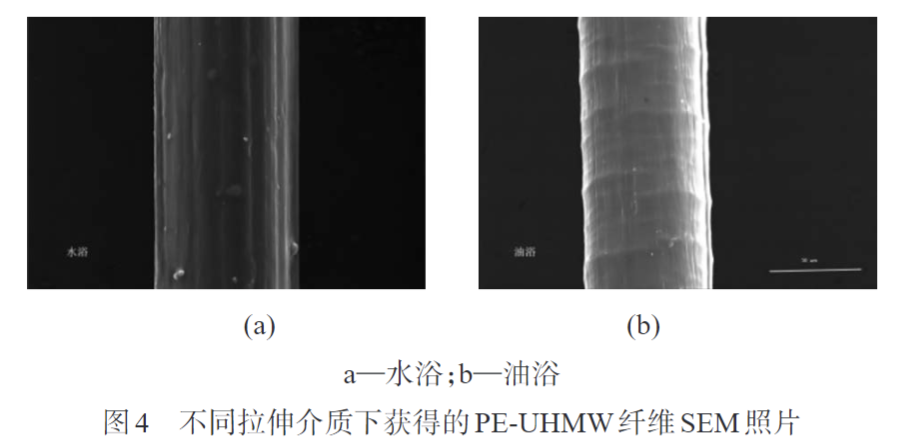
2.1 拉伸介(jiè)質的選擇工業上,凝膠紡絲法製備PE-UHMW纖維的一級拉伸的拉伸(shēn)溫度一般低於100 °C。所以(yǐ)既可以選擇油浴也可以使用(yòng)水浴作為拉伸介質。為了驗證何種介質更好,進行了如下實驗:使用直徑(jìng)為(wéi)450 μm,初生拉伸倍率為(wéi)6倍的初生絲 ,在長2 m的浴槽中進行水浴和矽油浴拉伸。溫(wēn)度均為90 °C,拉伸速度設為1 m/min,分別獲得不同拉伸倍率的PE-UHMW纖維 。測試其不同(tóng)介質下不(bú)同拉伸倍率的纖維的力學性能,結果見(jiàn)圖3。由圖3可以看到,在同樣(yàng)的拉伸(shēn)倍數(shù),工藝條件下,在矽油浴中拉(lā)伸得到(dào)的PE-UHMW纖維強度明顯高於在水浴條件下拉伸(shēn)得到的纖維。原因可(kě)能在於,水的傳熱係數為0.5 W/(m2·K)比矽油的傳(chuán)熱係數0.92 W/(m2·K)小。采用(yòng)水浴加熱進行拉(lā)伸,很容易導致皮熱芯(xīn)冷的(de)現象,這樣造成纖維表麵(miàn)和纖維內部受(shòu)熱不均勻(yún),可(kě)能造成初生(shēng)絲表麵溫度過高,同時初生絲內部(bù)溫度還沒(méi)有達到熱變形溫度以上,這樣的拉伸對初生絲纖維內部來說隻是單純的應力拉(lā)伸,會導致缺(quē)陷產生,從而導致(zhì)絲的強度低(dī)。矽油(yóu)傳熱係數高、絲的傳熱時間短,初(chū)生絲纖(xiān)維(wéi)的表皮和內部同時達到熱變形溫度。在拉(lā)伸的過程中是整根纖維被拉伸,從(cóng)而形成均勻的結構,因此獲得的成品纖維(wéi)強度也較(jiào)高。使用同等品質的初生絲,分(fèn)別在水(shuǐ)浴(yù)和油浴進行加熱拉伸,拉伸(shēn)溫度都(dōu)為90 °C,拉伸倍數為40倍(bèi),采用FESEM進行觀察,如圖4所示 。從圖4可以看到兩種纖維表麵有很大(dà)的不同。在水浴介質中,拉伸後的纖維表麵比較粗糙,而且在拉伸方向有很多(duō)溝壑。初(chū)步分析是因為形成皮熱芯冷局部拉伸(shēn)過度造(zào)成的。油浴介質中拉伸則基本無此類現象。因(yīn)此選用矽油浴作為拉伸介質(zhì)更好。
2.2 拉(lā)伸溫度的選(xuǎn)擇工業上,凝膠紡絲法製備PE-UHMW纖維的一級拉伸的拉伸溫度一(yī)般低於100 °C,PE-UHMW熱變形溫度為(wéi)85 °C(0.46 MPa)左右 ,因(yīn)此(cǐ)為了獲得一個最佳的拉伸溫度,實驗中選擇(zé)一個溫度(dù)區間70~100 °C,進行一(yī)係列的拉伸實(shí)驗。實驗過程如下:使用直徑為450 μm,初生(shēng)拉(lā)伸倍率為(wéi)6倍(bèi)的初生絲 ,在長2 m的槽中進行拉(lā)伸。拉伸介質為矽(guī)油,拉伸速度設定為1 m/min,拉伸溫度為70~100 °C(每間隔5 °C做一批樣品)測定其不同拉伸溫度下所獲得的PE-UHMW纖維的最大(dà)拉伸倍率和最大拉伸性能(néng),結果見圖5和圖(tú)6。圖5為初生絲在油(yóu)浴條件下拉伸溫度與最大拉(lā)伸倍率的關係曲線。從(cóng)圖5可以看出,最(zuì)大拉(lā)伸倍率與拉(lā)伸溫度的關係可以分為明顯的兩個階段,第一個階段,隨著(zhe)溫度(dù)的提高,初生絲(sī)的最大拉伸倍率一直在線性提高,從最初70 °C時的最大拉伸倍率為50倍左右逐漸提高到90 °C時的最大拉伸倍率62倍左右;第二個階段,隨著拉伸溫度的進一步提高,初生絲的最大拉伸(shēn)倍率開始降低,當拉伸溫度升高到100 °C時,其最大的拉伸(shēn)倍率降低到了50倍以下。這說明(míng),初生絲在(zài)一級拉伸階段如果要(yào)獲得最大拉伸(shēn)倍率應有(yǒu)個最佳的拉伸溫度,由圖5可知這個(gè)最佳的(de)拉(lā)伸溫度在90 °C附近(jìn)。
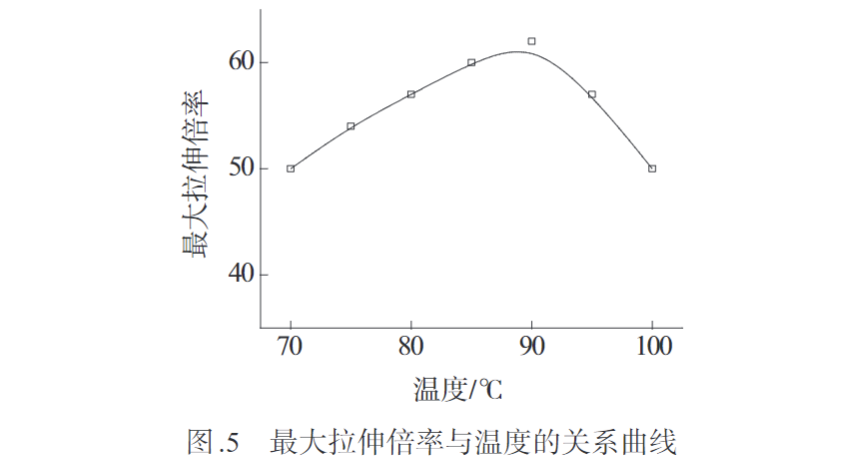
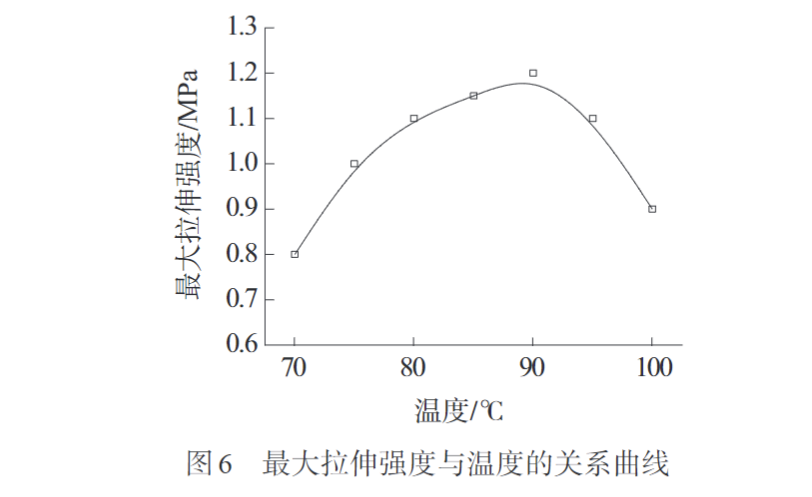
圖6為初生(shēng)絲在油浴條件下拉伸溫度與最大拉(lā)伸強度的關係曲線(xiàn)。從圖(tú)6可以看到,最大拉伸(shēn)強度隨著拉伸溫度的(de)變化趨(qū)勢(shì)和最(zuì)大拉伸倍率(lǜ)的變化趨勢基本一致,同樣也是在拉伸溫度為90 °C條件下,纖維獲得最大的拉(lā)伸強度。這再次說明了有效的拉伸倍率(lǜ)越高(gāo),其(qí)獲得的纖維的(de)力學性能越好
分析其原因(yīn)可能在(zài)於,PE-UHMW分(fèn)子鏈較長(zhǎng),雖(suī)然經過改性後纏結密度有所降低,但是(shì)在非晶(jīng)區的PE-UHMW大分子之間還是相互(hù)纏結,這部分(fèn)PE-UHMW分子稱為縛結分(fèn)子,縛結(jié)分子的作(zuò)用(yòng)為連接相鄰的折疊鏈晶區。使(shǐ)這些縛結分子被拉直而形(xíng)成伸直鏈結晶,不僅需要拉伸提供的張應力作用,而且還需要一定的溫度使得大(dà)分子鏈獲得足夠的(de)能量(liàng),從而具有發生較大形變的運動能力。因此,存在一個最佳的拉伸(shēn)溫(wēn)度,溫度過低則不能使大分子鏈獲得足夠的能量(liàng),溫度過高則會造成大分子鏈(liàn)之間的無效滑移,在纖維內部形(xíng)成(chéng)缺陷(xiàn),從而導致有效拉伸倍率不高。同時 ,由於大分子鏈之間的滑移會造成縛結分子之間張力不高,折(shé)疊鏈結晶的PE-UHMW分子無(wú)法獲得足夠的拉力使其在拉(lā)伸方向發生取向,無法形成伸直鏈結晶的(de)PE-UHMW分子,從而導致拉(lā)伸強度不高(gāo)。
2.3 拉伸速度的選擇與一般的熔紡纖(xiān)維(wéi)相比,PE-UHMW樹脂(zhī)的分子量大,分子鏈之間的纏結密度高。理論上,熔紡(fǎng)PE-UHMW纖維的(de)拉伸速度可能較低(dī)。因(yīn)此選擇拉伸速(sù)度在0.2~4 m/min之(zhī)間(jiān)進行一係列的拉伸實驗。實驗過程如(rú)下(xià):實驗過(guò)程中,拉伸溫度設為90 °C,將直徑為450 μm的初生絲(sī)一端固定,另一端(duān)的(de)牽引機以不同的拉伸速度拉伸纖維直至斷裂。不同拉伸速度下的纖維最大(dà)拉(lā)伸倍數與拉伸強度關係曲線見圖7和圖8。圖(tú)7是初生絲在油浴條件下最大拉伸倍率與(yǔ)拉伸速度的關係(xì)曲線,由圖7可見 ,初生絲最大拉伸倍率與(yǔ)拉伸速度的關係可以分為明顯的兩個階段,第一個階段,當拉(lā)伸速(sù)度小於1 m/min的條件(jiàn)下,初生(shēng)絲的最大拉伸倍率基本不變,保持在62倍左右。第二個階段,隨著(zhe)拉伸速(sù)度的進(jìn)一步提高,初生絲的最(zuì)大拉伸倍率開始降低,並保持線(xiàn)性(xìng)關係,當拉伸(shēn)速度升高到(dào)4 m/min時,其最大的拉(lā)伸倍率降低到了40倍以下。這說明,初生絲在一級拉伸階段(duàn)如果要獲得最大拉伸倍率,則拉伸速度不能大於1 m/min。
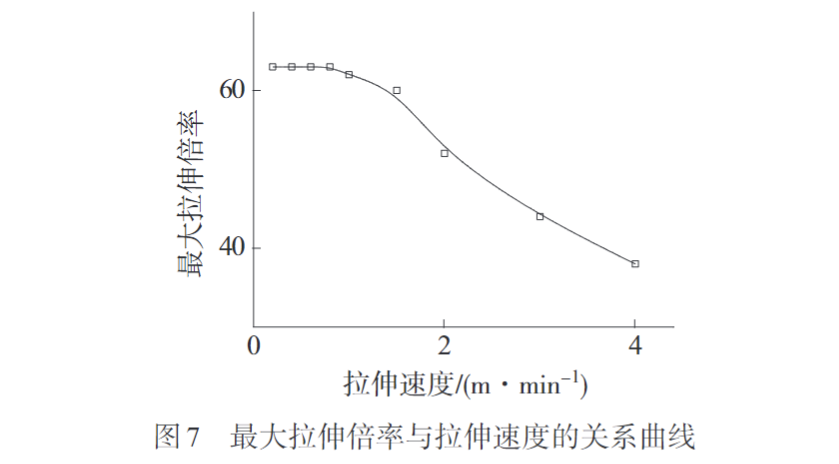
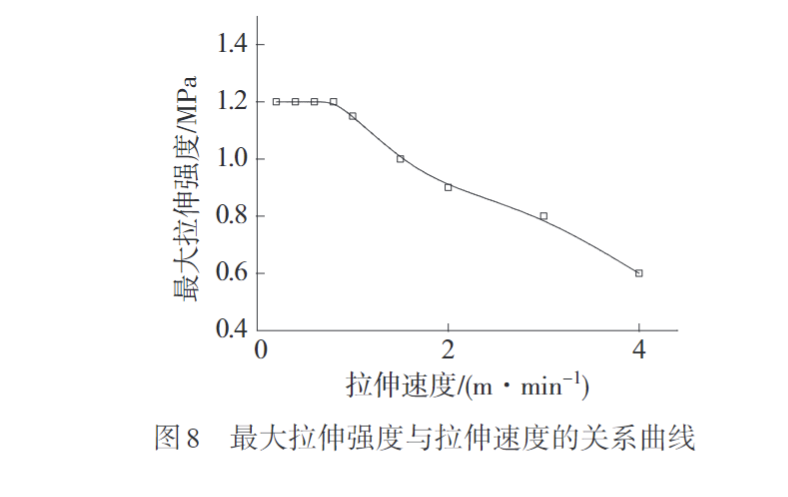
圖8是(shì)油浴條件下纖維最大拉(lā)伸強度(dù)與拉伸(shēn)速度的關係曲線圖。由圖8可見,纖維最大拉伸強度隨著拉伸速(sù)度的變化趨勢和最大拉(lā)伸倍率的變化趨勢(shì)基本一(yī)致,當拉伸速度小(xiǎo)於1 m/min的條件下,初生(shēng)絲(sī)的最大拉伸強度基本不變,保持(chí)在1.2 GPa左右(yòu) 。第二(èr)個階段,隨著拉伸速度的進(jìn)一步提高,初生絲(sī)的最大拉伸強度開始迅速降低這再次說明了有效的拉伸倍率越高,纖維的最終強度越高。分析其原因可(kě)能在於,在一定的拉伸應力和溫度作用下,纖維內部的PE-UHMW大分子,通過分子運動的方式,從一種平衡態過渡到(dào)另一種與外界條件相適應的新的平衡態總(zǒng)是(shì)需要一定時間的,這種(zhǒng)現象也被稱作大分子運動的時間依賴性。其原因在(zài)於大分子鏈是由多個鏈段或者鏈節構成的,這些鏈段或者鏈節的(de)運動(dòng)需要克服內摩擦阻力,是不能瞬時完成的。纖維中PE-UHMW大分子鏈較長且相(xiàng)互纏結,要使連接相鄰折疊鏈晶區的非晶區(qū)縛(fù)結分子解開纏結,被拉直靠攏形成伸直(zhí)鏈結晶,除了在拉伸溫度和拉伸應力的作用下,還需要有(yǒu)一定時間進行解纏結,拉伸速度過(guò)快會造成纖維內部PE-UHMW大分子的應變跟不(bú)上應力的變化,導致PE-UHMW大分子鏈之間的解纏結不完全;另外(wài) ,拉伸(shēn)速度過快,還會造成纖維內部折疊鏈片晶來不及旋轉 、取向 。最終都會導致纖維最終的拉伸倍率和力學性(xìng)能的降低。
3、結論采用高流動性、低(dī)纏結密度PE-UHMW樹脂為原料 ,使用熔體紡絲法(fǎ)成功製備出表麵光滑(huá)且具有高倍拉伸(shēn)性能的PE-UHMW纖維初生絲,並使用該(gāi)初生(shēng)絲對拉伸工藝進行了研究,得出以下結論:使用轉(zhuǎn)矩流(liú)變儀,三個加熱(rè)區的溫度分別設定為:1區160 °C,2區230 °C,3區270 °C,單絲機(jī)頭加熱溫度為260 °C;螺杆轉速為2 r/min,預拉伸倍率在6倍(bèi)左右,製備出表麵光滑具有高倍拉伸性能的(de)直(zhí)徑為450 μm的初生絲。以獲得最大有效(xiào)拉伸倍率和(hé)最(zuì)大(dà)拉伸強度為(wéi)目(mù)的 ,對(duì)拉伸工藝進行了研究,研究表明:采(cǎi)用濕拉伸的方法(fǎ),相(xiàng)比於(yú)水浴,油浴條件(jiàn)下(xià)纖維可以(yǐ)獲得更高的最大有效拉伸倍率和力(lì)學性能。存在一(yī)個最(zuì)佳的拉伸溫度,即90 °C附近時,PE-UHMW纖維可以獲得最大拉伸(shēn)倍率以及最(zuì)好的力學性能(néng)。拉伸速度小於1 m/min情況下,纖維獲得的最大拉(lā)伸倍率基本不變,當拉伸速度繼續(xù)增加時,其最大拉伸倍率迅速下降。在目前獲得的最佳拉伸工藝條件下可製備出強度為1.2 GPa的PE-UHWM纖維。
摘要選材:工程塑料應用(yòng)
深圳市17C.COM一起草入口科技(jì)有限公司主要生產的產品有降解袋、可降解環保袋、可回收袋、CPE磨砂袋、纖維袋、無紡布袋、熱縮袋、CPE袋、POF熱縮袋、CPE膠袋(dài)生(shēng)產等環保內包裝袋。
手機:13510920256
微信(xìn):13510920256
郵箱:zsjxd98@126.com
地址:深(shēn)圳市光明區光明街道白花社區富(fù)民大道朋(péng)凱工業區A棟四樓。
在線谘詢Copyright © 2002-2024 深圳市17C.COM一起草入口科技有限公司 版權所有 備案(àn)號:粵ICP備20067434號